

D'où proviennent les données techniques de nos appareils de signalisation?
En fonction des exigences et du domaine d'application d'un appareil de signalisation, les données techniques sont les informations dont vous avez besoin afin de choisir le bon appareil. Mais comment ces données sont-elles créées et que signifient-elles ?
Que sont les données techniques ?
Outre les données techniques imposées par l'utilisation de certains matériaux ou composants, il existe également des données qui décrivent spécifiquement nos appareils de signalisation. Il s'agit, par exemple, du type de lampe, de l'intensité lumineuse, du type de son, du volume sonore,mais aussi de la température de fonctionnement, de la résistance aux chocs et du type de protection. Nous vous donnons ci-après un aperçu des différentes procédures de test et de contrôle et vous indiquons comment ces données sont répertoriées.
D'où proviennent les données techniques ?
Les données sont créées directement au sein du service de recherche et développement d’Auer Signal. Nos collègues du bureau d'études ne se contentent pas de planifier et de concevoir nos appareils de signalisation, ils se chargent également de les tester et de les contrôler. Nous disposons à cet effet de nos propres installations d'essai et d'inspection.
Comment les valeurs de test sont-elles vérifiées et certifiées ?
Auer Signal fait partie du "UL Client Data Test Program". Cela signifie qu'Auer Signal effectue certains tests ayant attrait à la certification UL directement dans son propre laboratoire.

Les résultats sont rigoureusement documentés et transmis à l’UL conformément à ses directives. Les données transmises sont alors vérifiées par l’UL avant de pouvoir être utilisées dans le cadre de la certification. Pour faire partie du "UL Client Data Test Program", il advient de répondre à certaines exigences en tant que la société en elle-même, mais aussi au niveau des équipements de test. Ceux-ci sont d’ailleurs calibrés chaque année afin de remplir les directives d'exactitude et de précision.
En savoir plus sur l'UL Client Data Test Program.
Développement et test des appareils de signalisation
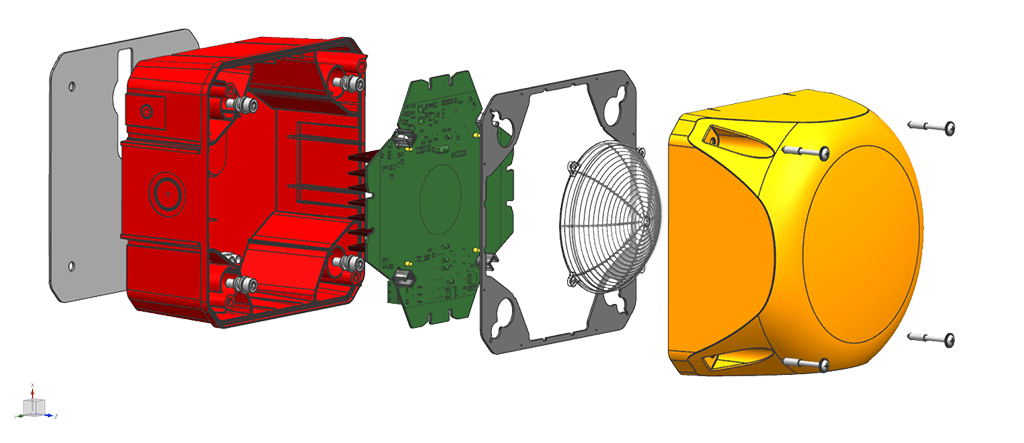
Lors du développement de nouveaux circuits imprimés, nos collègues commencent par une idée des composants et assemblages de circuits qui peuvent être utilisés. Ces designs de circuits imprimés sont alors testés sur des prototypes et partiellement simulés par ordinateur à l’aide d’un programme de conception.
Les schémas électriques ou de câblage qui en résultent sont lus par nos électroniciens comme des cartes géographiques - ils montrent comment l'appareil doit fonctionner et comment les différents composants doivent être disposés pour obtenir la fonction souhaitée de manière particulièrement efficace et innovante. L'étape suivante consiste à créer des fichiers Gerber à partir de ce layout.
À partir de ces fichiers Gerber (format de données permettant l'échange de données entre développement et production) un nouveau circuit imprimé est développé par les techniciens et en général cinq à dix circuits d'essai sont créés. Ceux-ci sont directement assemblés par nos développeurs et ensuite dimensionnés. Les valeurs des différents composants sont alors vérifiées.
Les tests électroniques d‘ Auer Signal
Concernant les produits que nous concevons et développons, nos exigences de qualité sont particulièrement élevées. C'est pourquoi nous exploitons constamment de nouvelles possibilités pour les rendre plus innovants et plus efficaces. Pour cette raison, nos tests électroniques sont toujours effectués dans un premier temps sur des circuits imprimés d'essai. Seulement lorsque nos électroniciens estiment que le circuit imprimé est conçu de manière optimale, alors il est produit en petite série.
Les tests au multimètre et à l'oscilloscope sont ensuite répétés sur la première petite série produite afin de valider leurs valeurs. En outre, d'autres tests sont effectués avec ces appareils de signalisation construits en petite série afin de déterminer par exemple l'intensité lumineuse et/ou la pression acoustique, le poids, le type de protection, la résistance aux chocs, etc.
VALEURS DE TENSION SUR UNE PÉRIODE DE TEMPS DÉFINIE
L'oscilloscope permet de représenter graphiquement les valeurs de tension sur une période définie. Outre le multimètre, l'oscilloscope est l'instrument de mesure le plus important chez Auer Signal quand il s’agit du dimensionnement des circuits imprimés.
MESURE D'INTENSITÉ LUMINEUSE PAR SPECTROMÈTRE
Pour déterminer l'intensité lumineuse, l'appareil est fixé à un goniomètre. Le goniomètre déplace l'appareil dans une pièce afin de mesurer l'intensité lumineuse dans toutes les directions. Celle-ci est mesurée à l'aide d'un spectromètre, qui enregistre toutes les valeurs relatives à la lumière. Une mesure de lumière peut prendre deux jours, selon la résolution. Les valeurs sont ensuite lues, représentées graphiquement et enregistrées.

MESURE DE LA PRESSION ACOUSTIQUE PAR SONOMÈTRE
Les mesures sonores ont lieu dans notre propre salle anéchoïque. Suivant le type d’avertisseur, la mesure est effectuée soit devant, soit au-dessus de l’appareil. L'ouverture de la sortie du son et le montage habituel de l'appareil de signalisation sont des éléments clés pour le positionnement du sonomètre. À une distance d'un mètre, la pression acoustique est mesurée et enregistrée durant une à deux secondes.
MESURE DE TEMPÉRATURE DE FONCTIONNEMENT PAR CAMÉRA THERMIQUE
La caméra thermique est orientée directement au-dessus du circuit imprimé. L'appareil de signalisation est mis en marche et, après environ une heure, la température de fonctionnement est contrôlée et documentée au moyen de la caméra thermique. Grâce à cette procédure, les éventuels points chauds sont repérés en un coup d’œil, ce qui permet une réaction plus rapide qu'avec des mesures individuelles. Si un élément ou un composant du circuit dégage trop de chaleur, le circuit imprimé sera retravaillé et repassera tous les tests. Nous réalisons des images thermiques des circuits imprimés à un stade précoce afin de minimiser les efforts de contrôles ultérieurs, étant donné que les points chauds éventuels sont identifiés et éliminés au préalable.
TESTS DE PRÉ-CONFORMITÉ CEM
Le service de recherche et développement d'Auer Signal dispose d'un laboratoire spécialisé afin de réaliser différents tests CEM durant le développement des produits. Cela permet de réduire considérablement le temps de développement, la conformité étant déjà vérifiée durant cette phase. Ainsi le certificat de conformité dans un laboratoire externe accrédité peut être réussi du premier coup.
Vérification des propriétés mécaniques
Les produits issus de la première petite série sont testés et vérifiés dans nos laboratoires d'essai spécialement créés à cet effet. Les données documentées sont vérifiées par UL. À la demande du client, les produits peuvent également être contrôlés régulièrement, par exemple une fois par an. En cas de modifications ou d'améliorations apportées au produit, celui-ci sera revérifié et réapprouvé.
RÉSISTANCE AUX CHOCS IKx / UL 746 PAR TESTS DE CHOC
Lors d’un test de choc, ou test d’impact, un poids standardisé est lâché sur le produit depuis une hauteur définie. Ce test est ensuite répété sur différentes parties de l'appareil. Le boîtier ne doit pas être endommagé au point d'exposer les composants électroniques de l’appareil ou de provoquer des dommages qui empêcheraient son fonctionnement ou son étanchéité.
Pour le test de certification UL "UL 746 C – Norme de sécurité pour les matériaux polymères - Utilisation dans un contexte électrique", l’appareil de signalisation est refroidi à -35°C pendant au moins trois heures, puis monté sur une structure fixe. Une bille de 0,535 kg est alors lâchée sur le produit refroidi depuis une distance de 1,296 m.
Pour un essai de choc IKx, le produit n'est pas refroidi. Dans un test de choc IK08, un poids de 2 kg est lâché sur le produit à une distance de 25 cm. Dans un test IK09, il s'agit d'un poids de 5 kg à une distance de 20 cm.
Les résultats des tests de chocs sont documentés puis envoyés à l’UL pour examen.
TEST DE TEMPÉRATURE DE FONCTIONNEMENT Á L'AIDE D'UNE ARMOIRE CLIMATIQUE
Nos produits sont utilisés dans le monde entier dans différentes conditions climatiques et doivent donc résister à des intempéries, des températures, une humidité de l'air et des influences diverses. Ces conditions environnementales sont simulées grâce à une armoire climatique.
Les températures de l'armoire climatique peuvent être sélectionnées entre -40°C et +190°C. De plus l'humidité relative de l'air peut être réglée entre 0% et 100% pour les tests. Afin de tester des températures ambiantes particulièrement rudes, une armoire supplémentaire est utilisée dans laquelle la température peut être réglée entre -70°C et +190°C.
Par défaut, les tests suivants sont effectués sur les appareils dans l'armoire climatique :
- Fonctionnement en continu à haute température limite pendant au moins une semaine
- Fonctionnement en continu à basse température limite pendant une semaine, le fonctionnement est ici contrôlé par intermittence.
- Tests sous conditions climatiques changeantes selon la norme IEC/EN60086-2.
Des tests climatiques supplémentaires peuvent être effectués sous demande client. Les tests climatiques plus exigeants, tels que les tests de choc thermique, sont réalisés par un partenaire local dans un laboratoire accrédité.
L’armoire climatique, comme tous les instruments de mesure, est contrôlée et calibrée chaque année. Cette vérification fait partie intégrante non seulement du programme UL Client Data, mais aussi de la norme ISO 9001.
TESTS D'ÉTANCHÉITÉ EN SALLE D'ESSAI HUMIDE
Pour le test d'étanchéité, le produit est monté sur un dispositif rotatif. Celui-ci tourne à une vitesse prédéfinie. Celle-ci dépend du diamètre et de la circonférence du produit. Quatre types de protection différents peuvent être testés dans notre salle d'essai humide :
- UL (UL Type 4)
- IPx7 (Test d'immersion)
- IPx6
- IPx5
En plus du dispositif de rotation, notre salle d'essai humide est équipée de tuyaux d'eau normalisés et d'un bassin d'immersion. Le débitmètre indique combien de litres d'eau passent par minute dans le tuyau. Il est calibré tous les ans.

Déroulement du test d'étanchéité pour différentes normes :
UL Type 4: diamètre de la buse : 25mm, débit : 240l/ minute, distance : 3-3.5m, avec une vitesse au point de jonction de 6mm/s, temps de test : 3 minutes.
IPx7: immersion dans l'eau pendant 30 minutes, à 1m de profondeur
IPx6: diamètre de la buse : 12,5mm, débit : 100l/ minute, distance : 2,5 -3m, temps de test : 1 minute/m² avec un minimum de 3 minutes
IPx5: peuvent également être effectués.
Par défaut, nos produits sont cependant testés à IPx6.
Le résultat du test peut être soit positif, soit négatif et il est documenté à l’aide de photos. Tous les tests effectués chez Auer Signal sont réalisés et enregistrés exclusivement par du personnel qualifié.
Où puis-je trouver les données techniques ?
Les données techniques sont disponibles sur notre site web, dans les catalogues, les brochures produits et les instructions de montage. Pour une explication plus détaillée des informations techniques, nous vous invitons à consulter nos informations techniques.
Les certificats en cours de validité se trouvent dans notre section de téléchargement. S'il vous manque une donnée technique, nos équipes du service clientèle et d'assistance technique se tiennent à votre disposition à tout moment.
