

Wie entstehen die technischen Daten unserer Signalgeräte?
Abhängig von den Anforderungen und dem Einsatzbereich eines Signalgeräts sind die technischen Daten die Informationen, die Sie benötigen, um sich für das passende Signalgerät zu entscheiden. Doch wie entstehen diese eigentlich und was sagen sie aus?
Welche technischen Daten gibt es?
Neben den technischen Daten, die durch die Verwendung von bestimmtem Material oder Bauteilen vorgegeben sind, gibt es auch Daten, die speziell das fertige Produkt, unsere Signalgeber beschreiben. Dazu gehört zum Beispiel Lichtart und Lichtstärke oder Tonart und Lautstärke, aber auch die Betriebstemperatur, Schlagfestigkeit und Schutzart. Wir geben Ihnen Einblicke in die unterschiedlichen Test- und Prüfverfahren und zeigen Ihnen wie diese Daten entstehen.
Wo entstehen die technischen Daten?
Die Daten entstehen direkt bei Auer Signal in unserer Konstruktions– und Entwicklungsabteilung. Unsere Kollegen in der Konstruktionsabteilung planen und designen unserer Signalgeräte nicht nur, sondern testen und prüfen diese auch. Dafür gibt es eigene Test- und Prüfeinrichtungen im Haus.
Wie werden die Prüfwerte verifiziert und zertifiziert?
Auer Signal ist Teil des „UL Client Data Test Program“. Das bedeutet, dass Auer Signal einige UL-relevante Tests direkt im eigenen Testlabor durchführen kann.

Die Ergebnisse werden nach den Richtlinien von UL strengstens dokumentiert und an UL übermittelt. Die übermittelten Daten werden von UL geprüft, bevor sie für die Zertifizierung verwendet werden können. Um Teil des „UL Client Data Test Programs“ zu sein, muss man einige Anforderungen erfüllen. Sowohl als Unternehmen, aber auch die Prüf- und Testeinrichtungen an sich. Diese werden jährlich kalibriert um die Richtlinien der Genauigkeit und Präzision zu gewährleisten.
Mehr Informationen zum UL Client Data Test Program finden Sie hier.
Entwicklung und Überprüfung von Signalgeräten
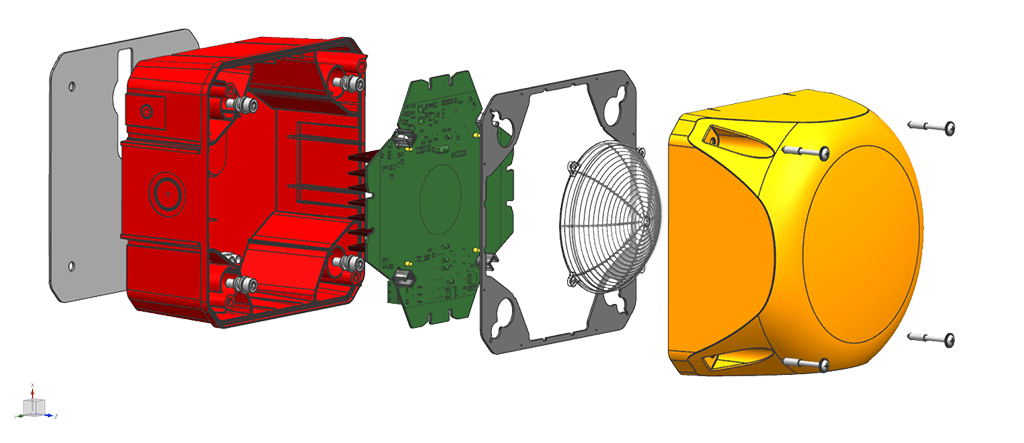
Bei der Entwicklung von neuen Leiterplatten haben unsere Kollegen bereits eine gewisse Idee welche Schaltungskomponenten und Baugruppen verwendet werden können. Diese Leiterplattendesigns werden an Prototypen getestet und teilweise vorweg mit einem Designprogramm am Computer simuliert.
Die daraus entstandenen Stromlauf- oder Schaltpläne sind für unsere Elektroniker wie Landkarten zu lesen – sie zeigen wie das Gerät funktionieren soll und wie die einzelnen Komponenten angeordnet sein müssen, um besonders effektiv und innovativ die gewünschte Funktion zu erhalten. Aus diesem Layout werden im nächsten Schritt Gerber-Files erstellt.
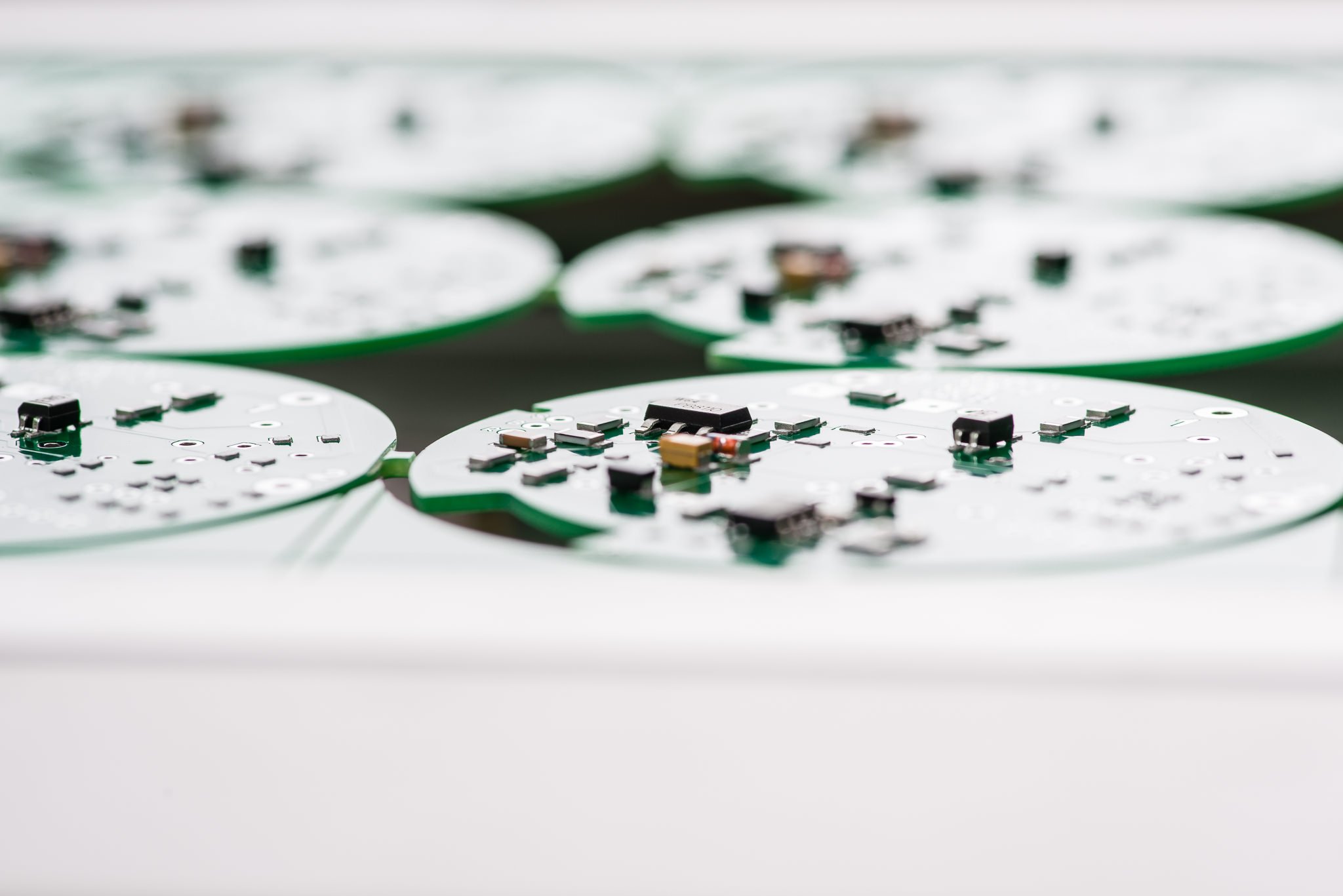
Mit Hilfe der von den Technikern erstellten Gerber-Files (Datenformat um Daten zwischen Entwicklung und Produktion auszutauschen) der neu entwickelten Leiterplatte werden in der Regel fünf bis zehn Probeleiterplatten erstellt. Diese werden direkt von unseren Entwicklern bestückt und danach dimensioniert. Das bedeutet, dass die einzelnen Bauteilwerte überprüft werden.
Elektronische Tests bei Auer Signal
Unser Qualitätsanspruch an die von uns konstruierten und entwickelten Produkte ist besonders hoch, deshalb nutzen wir jede Möglichkeit, um unsere Produkte noch innovativer und effektiver zu machen. Daher werden die elektronischen Tests im ersten Schritt immer auch schon mit den Probeleiterplatten gemacht. Erst wenn unsere Elektroniker der Meinung sind, dass die Leiterplatte nun optimal bestückt ist, wird eine Kleinserie produziert.
Mit der ersten Kleinserie aus unserer Produktion werden die Tests mit dem Multimeter und dem Oszilloskop wiederholt, um die Werte zu validieren. Außerdem finden mit den in der Kleinserie gebauten Signalgeräten weitere Tests statt um zum Beispiel Lichtstärke und/ oder Schalldruck, Gewicht, Schutzart, Schlagfestigkeit etc. zu ermitteln.
SPANNUNGSWERTE ÜBER EINEN ZEITRAUM
Mit dem Oszilloskop werden die Spannungswerte über einen definierten Zeitraum grafisch dargestellt. Neben dem Multimeter ist die Verwendung des Oszilloskops das wichtigste Messgerät bei Auer Signal für die Dimensionierung der Probeleiterplatten.
LICHTINTENSITÄT MITTELS SPEKTROMETER
Um die Lichtstärke zu ermitteln wird das Gerät in einem Goniometer befestigt. Dieses Goniometer kann das Gerät frei im Raum bewegen, sodass man die Lichtstärke in alle Richtungen messen kann. Gemessen wird die Lichtstärke mit einem Spektrometer, dass alle lichttechnisch relevanten Werte erfassen kann. Eine Lichtmessung dauert je nach Auflösung bis zu zwei Tage. Die Werte werden ausgelesen, grafisch dargestellt und protokolliert.

SCHALLDRUCKMESSGERÄT
In unserem eigenen, echofreien Schallmessraum findet die Schallmessung statt. Je nach Bauart des Signalgebers wird der Schalldruck entweder von vorne oder von oben gemessen. Ausschlaggebend für die Positionierung des Schalldruckmessgeräts ist die Schallaustrittsöffnung und die übliche Montageart des Signalgeräts. Mit einem Abstand von 1m wird für ein bis zwei Sekunden der Schalldruck gemessen, ausgelesen und protokolliert.
BETRIEBSTEMPERATUR MITTELS WÄRMEBILDKAMERA
Die Wärmebildkamera wird direkt über der Leiterplatte ausgerichtet. Das Signalgerät wird eingeschaltet und nach ca. einer Stunde wird die Betriebstemperatur mittels Wärmebildkamera überprüft und dokumentiert. Man erkennt auf einen Blick mögliche Hotspots und kann schneller reagieren als bei Einzelmessungen. Sollte ein Bauteil oder eine Schaltungskomponente zu viel Wärme abgeben, wird die Leiterplatte überarbeitet und durchläuft erneut alle Tests. Wir erstellen Wärmebilder der Leiterplatte schon zu einem frühen Zeitpunkt um den Aufwand bei der späteren Erwärmungsprüfung zu minimieren, da mögliche Hotspot bereits zuvor erkannt und behoben wurden.
EMV-PRECOMPLIANCE MESSUNGEN
Die Entwicklungsabteilung von Auer Signal hat ein gut ausgestattetes EMV-Labor um entwicklungsbegleitend EMV-Messungen verschiedenster Art durchzuführen. Dies verkürzt die Entwicklungszeit erheblich, da die Konformität bereits in der Entwicklungsphase überprüft wird und die spätere Konformitätsmessung bei einem externen akkreditierten Labor auf Anhieb bestanden werden kann.
Überprüfung der mechanischen Eigenschaften
In unseren eigens erstellten Testlabors werden Produkte aus der ersten Kleinserie getestet und überprüft. Die dokumentierten Daten werden von UL verifiziert. Auf Kundenwunsch werden die Produkte auch regelmäßig zum Beispiel in jährlichen Abständen überprüft. Auch bei Änderungen oder Verbesserungen am Produkt wird es erneut überprüft und freigegeben.
SCHLAGFESTIGKEIT IKx / UL 746 C MITTELS SCHLAGPRÜFUNG
Bei der Schlagprüfung wird ein genormtes Gewicht aus einer definierten Höhe auf das Produkt fallen gelassen. Dieser Test wird an verschiedenen Stellen des Geräts wiederholt. Dabei darf das Gehäuse nicht so stark beschädigt werden, dass die elektronischen Komponenten freiliegen oder Schäden entstehen wodurch die Funktion oder die Wasserdichtheit nicht mehr gewährleistet ist.
Für die UL Zertifizierung „UL 746 C – Standard zur Sicherheit von Polymer-Materialien – Gebrauch in elektrischen Zusammenhang“ wird das Signalgerät für mindestens drei Stunden auf -35°C abgekühlt und danach auf eine fixierte Konstruktion montiert. Auf das gekühlte Produkt wird eine Kugel mit 0,535 kg aus einem Abstand von 1,296 m fallen gelassen.
Für die IKx Schlagprüfung wird das Produkt nicht gekühlt. Für den IK08 Schlagtest wird ein 2kg schweres Gewicht aus 25cm Abstand auf das Produkt fallen gelassen. Bei IK09 ist es ein 5kg Gewicht aus dem Abstand von 20cm.
Die Ergebnisse der Schlagprüfung werden dokumentiert und zur Überprüfung an UL geschickt.
BETRIEBSTEMPERATUR MITTELS KLIMASCHRANK
Unsere Produkte werden weltweit unter unterschiedlichen Bedingungen eingesetzt und müssen somit unterschiedlichen Witterungen, Temperaturen, Luftfeuchtigkeit und Einflüssen standhalten. Mit dem Prüfschrank werden diese Umwelteinflüsse simuliert.
Am verwendeten Klimaschrank können Temperaturen zwischen -40°C und +190°C ausgewählt werden. Die relative Luftfeuchtigkeit lässt sich für Tests zwischen 0% und 100% einstellen. Zusätzlich gibt es einen Temperaturschrank wo die Temperatur zw. -70°C und 190°C eingestellt werden kann, um besonders raue Umgebungstemperaturen zu testen.
Standardmäßig werden folgende Test im Klimaschrank durchgeführt:
- Dauerbetrieb bei der oberen Grenztemperatur des Gerätes für zumindest eine Woche
- Betrieb für eine Woche bei der unteren Grenztemperatur des Gerätes, wobei hier die Funktion zeitweise überprüft wird
- sowie wechselnde klimatische Bedingungen wie in verschiedenen Normen der Normenreihe IEC/EN60086-2 definiert sind
Auf Kundenwunsch können weitere Klimaprüfungen durchgeführt werden. Anspruchsvollere Klimaprüfungen, wie beispielsweise Thermal Shock-Tests, werden bei einem lokalen Partner in einem akkreditieren Labor durchgeführt.
Der Klimaschrank wird, wie alle Messmittel jährlich kalibriert. Die Überprüfung ist nicht nur ein wesentlicher Bestandteil des UL Client Data Programs sondern auch von ISO 9001.
DICHTHEITSTEST IM NASSTESTRAUM
Für den Dichtheitstest wird das Produkt auf eine Drehvorrichtung montiert. Diese dreht sich mit einer vorgegebenen Geschwindigkeit, die abhängig vom Durchmesser oder Umfang des Produkts ist. In unserem Nasstestraum können vier unterschiedliche Schutzarten getestet werden:
- UL (UL Type 4)
- IPx7 (Tauchtest)
- IPx6
- IPx5
Dazu ist der Nasstestraum neben der Drehvorrichtung mit genormten Wasserschläuchen und einem Tauchbecken ausgestattet. Der Durchflussmengenzähler zeigt an, wie viel Liter Wasser pro Minute durch den Schlauch fließt und wird jährlich kalibriert.

Ablauf des Dichtheitstest bei den unterschiedlichen Normen:
UL Type 4: Düsendurchmesser: 25mm, Fließrate: 240l/ Minute, Abstand: 3-3,5m, mit einer Geschwindigkeit an der Verbindungsstelle von 6mm/s, Testzeit: 3 Minuten
IPx7: 30 Minuten lang unter Wasser tauchen, in 1m Tiefe
IPx6: Düsendurchmesser: 12,5mm, Fließrate: 100l/ Minute, Abstand: 2,5 -3m, Testzeit: 1 min/m² aber min. 3 Minute
IPx5: können ebenfalls durchgeführt werden.
Standardmäßig werden unsere Produkte allerdings auf IPx6 getestet.
Das Ergebnis handelt sich hier um „Bestanden“ oder „Nicht-Bestanden“ und wird mit Fotos protokolliert. Alle bei Auer Signal durchgeführten Test werden ausschließlich von geschultem Fachpersonal durchgeführt und protokolliert.
Wo finde ich die technischen Daten?
Die technischen Daten finden Sie auf unserer Webseite, in den Katalogen, Produktfoldern und Montageanleitungen. Zur näheren Erläuterung der technischen Informationen, werfen Sie einen Blick auf unsere Übersicht zu den technischen Informationen.
Die aktuell gültigen Zertifikate finden Sie im Downloadbereich. Sollte Ihnen ein technisches Datum fehlen, steht Ihnen unser Customer Service Team und das technische Support Team jederzeit gerne zur Verfügung.
